

摘要:目前国内硬质PVC制品普遍使用CPE做抗冲改性剂,《氯化聚乙烯》行业标准规定了九项质量指标要求,本文探讨了CPE这九项质量指标对硬质PVC改性的影响,找出对硬质PVC改性效果的影响趋势,确定一定的指标范围,对于PVC塑料加工具有一定的实际指导意义。
关键词:聚氯乙烯、氯化聚乙烯、熔融焓、挥发分、冲击强度
聚氯乙烯(PVC)因具有强度高、难燃、抗化学腐蚀等优点而被广泛应用于化工、建材等领域,是当今世界第二大通用塑料。然而,PVC的韧性较低,使其应用受到一定的限制,所以必须对其进行增韧改性。PVC异型材常用的抗冲改性剂有氯化聚乙烯(CPE)和丙烯酸酯类(ACR)冲击改性剂两大类。由于CPE性价比高,目前国内PVC-U制品使用CPE做抗冲改性剂的占80%以上。
CPE增韧改性PVC的效果主要与CPE原料、氯含量和制备条件有关,CPE用量为6~15份时,增韧效果最佳。CPE原料HDPE的分子量高,一般塑化慢,增韧效果好;分子量低,一般塑化快,适应高速挤出。用于PVC-U制品增韧改性时,氯含量在36%左右时CPE综合性能方面优越。实践表明,CPE的主要性能指标均对PVC异型材的改性效果有影响,尤其是CPE分子链上氯原子的分布以及熔融焓指标对CPE本身及其PVC共混物的物理性能、加工性能均有较大影响。因此HG/T 2704-2010《氯化聚乙烯》行业标准规定了九项氯化聚乙烯质量指标要求,下面分别就其对PVC改性的影响进行探讨。
一 不同熔融焓的CPE对PVC改性的影响
同一原料生产的相同氯含量CPE产品的性能差异主要是由熔融焓(残余结晶度)和氯原子的分布不同所导致的。氯原子在大分子链上的分布情况与氯化的工艺方法、氯化条件(温度、压力、氯化反应速度等)有关,而氯原子的分布状态决定CPE的熔融焓。氯分布受原料、氯化工艺条件影响较大,CPE氯化法生产制备中,氯化反应温度在原料聚乙烯的熔点范围内尽可能高的氯化反应温度和适合的通氯量,可以使氯化反应均匀,氯的分布更分散,原料HDPE的结晶消失,从而得到橡胶态良好的CPE。如果选择相对较低的反应温度进行氯化反应,可以使氯在PE分子上的分布不均匀,保持部分结晶态,虽然降低橡胶性,但能保持PE良好的电性能的特殊用途的CPE[1]。
因此,氯化聚乙烯可根据氯化工艺的不同,通过改变工艺条件控制氯的分布,尽管氯含量相同,但会得到非结晶性的橡胶弹性体和适度结晶的不同性能的产品。通常其结晶度大于15%的为结晶型,此类CPE具有较好的强度和韧性,常作为热塑性树脂使用,(也可以作为塑料改性剂)。当CPE结晶度小于5%时,此类产品为非结晶型,具有较好的弹性和低温性能,一般作为抗冲击改性剂和特种合成橡胶。
要想制得弹性好的CPE产品,必须在氯化时将HDPE的绝大部分结晶破坏形成无定型结构,但很难将HDPE的结晶全部破坏,不能破坏的结晶称为残余结晶,衡量指标就是残余结晶度或熔融焓,检测方法有溶解法和DSC法。通常残余结晶度3~6%以下(DSC检测结晶熔融焓2~4J/g以下)的CPE抗冲改性产品综合性能最佳[1]。在新修订的化工行业标准中,以DSC法测定CPE残余结晶度,以CPE熔融焓表示。熔融焓(DSC法)是目前常采用的方法,也是现在CPE标准中的一个重要检测项目,是影响CPE改性性能的一个重要指标。
实验发现,在CPE熔融焓0.6~4.7J/g的范围内,随着熔融焓数值的增加,塑化时间呈减少趋势,塑化呈增快趋势,但是差别不是很大。最小扭矩也随着熔融焓数值的增加而呈增加趋势。样品的最大扭矩、平衡扭矩基本一样,这可能是与HDPE原料相同、分子量相同因素有关。
通过添加不同熔融焓的CPE样品的PVC/CPE复合材料的缺口冲击强度、拉伸冲击强度和焊接强度的检测,也可以发现,随着CPE熔融焓数值的增加,不同熔融焓CPE所得的复合材料性能呈下降趋势,而当CPE熔融焓超过2.3J/g时,所制得的复合材料的拉伸冲击强度就会略低于600 KJ/m2。这可能是因为CPE熔融焓数值大,其PE链段较多,与PVC相容性较差的原因;而熔融焓对焊接强度影响相对小一点,可能是因为塑化快,塑化度高对焊接强度有利。
不同熔融焓的CPE对PVC/CPE体系的塑化时间、复合材料性能均有影响;氯含量为36%左右、熔融焓(DSC)≤1.4 J/g的CPE,比较适合作为PVC的抗冲击改性剂。熔融焓(DSC)作为衡量CPE性能的指标对于PVC塑料加工是具有实际指导意义的[2]。
二 不同熔融焓的CPE对PVC改性的影响
CPE生产企业普遍采用水相(酸相)悬浮法氯化工艺,在氯化反应过程中,聚乙烯分子中的部分氢原子被氯原子取代,生成氯化聚乙烯和氯化氢。由于CPE的生产在悬浮液中进行,而且在此过程中有氯化氢产生,因此CPE产品中的挥发物既包含水分,还包含高温时从CPE分子内部挥发出的氯化氢气体。氯化氢对CPE,尤其是PVC的分解具有催化作用,会导致分解脱氯化氢反应速度大大加快,使PVC大分子的降解及断链分子间交联加剧,从而影响PVC制品的加工性能和机械性能[3]。实践表明,CPE产品的挥发物的质量分数(简称挥发分)指标对CPE本身及其PVC共混物的物理性能、加工性能均有较大影响,因此CPE的挥发分是氯化聚乙烯非常重要的技术质量指标。
CPE的生产工艺流程主要包括氯化反应、平板过滤、离心脱水、干燥、磨碎、涂覆包装等流程。离心脱水和干燥工艺过程的条件不同,会导致所生产的CPE的挥发分也会有差别。
根据CPE脱氯化氢实验结果发现,CPE的挥发分越高,其脱出一定浓度的氯化氢所需要时间越短,稳定性越差。这是因为CPE的挥发分越高,含有的水分、氯化氢气体等挥发物就多,氯化氢对CPE的分解同样起到催化作用,加快了CPE分解脱氯化氢速度。
通过流变实验发现,CPE挥发分越高,PVC/CPE复合材料的塑化时间越短,塑化越快。随着CPE挥发分的增大,塑化时间呈减少趋势,塑化呈增快趋势;最大扭矩和最小扭矩也呈增加趋势。所选CPE样品改性的复合材料平衡扭矩基本一样,这可能是与HDPE原料相同、分子量相同等因素有关。(如图1)
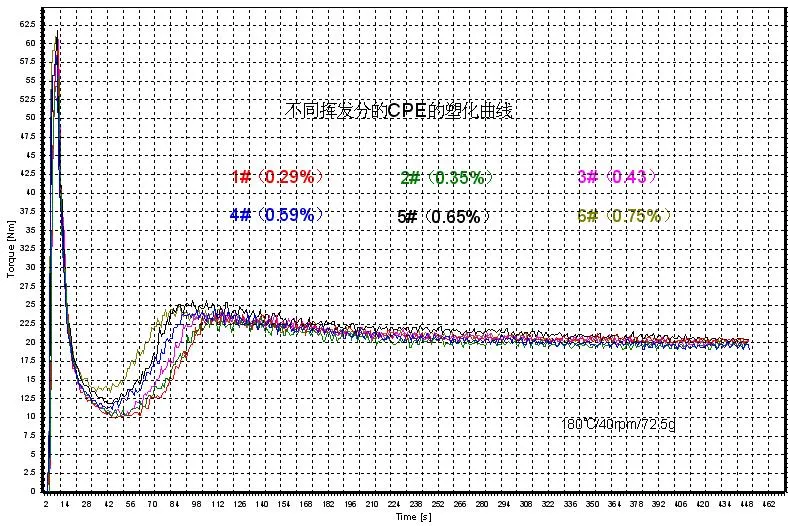
通过对添加不同挥发分的CPE样品的PVC/CPE复合材料的缺口冲击强度、焊接强度和型材表面色差的检测,可以发现,随着CPE挥发分的增大,不同挥发分CPE所制得的PVC/CPE复合材料的物理机械性能呈下降趋势,使用挥发分为 0.43%的CPE样品改性的复合材料的常温单V缺口冲击强度已经降低到只有20.2 KJ/m2;随着CPE挥发分的增大,复合材料型材色差(b值)逐步增大,型材表面出现发黄现象,而CPE的挥发分达到0.75%时,型材色差更大,型材表面发黄严重,其内筋和内壁已经出现发泡现象,这可能是因为CPE挥发分大,导致脱出氯化氢多,稳定性差,且塑化过快的原因。而焊接强度到挥发分 0.59%的CPE样品改性的复合材料仍较高,可能是因为虽然塑化快,但是塑化度高对焊接强度有利,直到挥发分0.65%的CPE样品改性的复合材料的焊接强度就明显下降了。
不同挥发分的CPE对PVC/CPE复合材料的塑化时间和物理机械性能均有影响;随着挥发分数值的增加,复合材料的塑化时间呈减少趋势,塑化呈增快趋势,且密炼块逐渐变黄;复合材料的物理机械性能随着挥发分的增加呈下降趋势。CPE的挥发分越高,其脱出一定浓度的氯化氢所需要时间越短,稳定性越差,这一规律与PVC/CPE复合材料的塑化快慢是一致的。氯含量为36%左右、挥发分≤0.43%的CPE,比较适合作为PVC的抗冲击改性剂。挥发分作为衡量CPE性能的指标对于PVC塑料加工是具有实际指导意义的[4]。
三 不同门尼粘度的CPE对PVC改性的影响
尽管CPE行业标准中,门尼粘度对塑改型料没有要求,但是CPE的门尼粘度可以反映CPE的分子质量,CPE的分子质量对其物理性质有着重大影响,如材料的流动性、耐老化性、强度等。分子质量高则制品强度高,但是分子质量过大,黏度太大,会使经CPE改性的PVC 需要较高的加工温度才能成型,加工温度过高,不但给加工过程带来困难,也给产品本身的质量带来不良影响。因此,要保证制品的物理性能,并不要求PE 分子质量过高。CPE的专用原料HDPE分子质量通常控制在10万~15万。以PE 的熔体流动速率来表征PE分子质量,熔体流动速率与分子质量成反比。CPE门尼粘度的高低也能反映CPE分子质量的大小,门尼粘度高的CPE分子质量大,门尼粘度低的CPE分子质量小。
根据流变曲线实验结果发现,CPE门尼粘度的不同,导致CPE的流变性能不同,塑化时间随着CPE门尼粘度的升高而延长,在流变性能上的差异反映为塑化时间的延长,在加工应用实验中则反映为挤出机扭矩的降低,并且挤出机扭矩降低的幅度与塑化时间延长的幅度有一定的规律可循。
用转矩流变仪所检测的物料流变性能能够比较真实地反映CPE的加工性能,塑化时间的快慢与挤出机扭矩的高低相对应,即一般情况下塑化快,扭矩高,此时物料摩擦热增多;塑化慢,扭矩低,产生的摩擦热较少。虽然实验配方与加工工艺条件不同,但不会影响这种趋势[5]。
从挤出机所生产的型材性能指标分析发现,分子质量大的CPE所制得的PVC/CPE复合材料型材性能相对较高,抗冲击改性效果较好;低分子质量CPE,其PVC/CPE复合材料的冲击强度有下降趋势[6]。
因此实际应用中,并非塑化越快的CPE使用情况越好,应结合加工厂家的实际生产配方及加工工艺来具体选择。
四 不同氯含量的CPE对PVC改性的影响
CPE与PVC共混时的相容性,取决于CPE的氯含量多少和氯原子在PE分子链上的分布情况。CPE中含氯量大小对PVC改性效果影响很大,同一种聚乙烯原料氯化后,不同氯含量对PVC的改性效果不同,氯含量25%以下的CPE与PVC相容性不好,故对PVC改性来说是不适宜的;氯含量40%以上的CPE与PVC有极好的相容性,可作为PVC的增塑剂,不适合用作抗冲击改性剂;氯含量为35~36%的CPE,其结晶度和玻璃化温度均较低,具有良好的弹性以及与PVC的相容性,因而广泛用于硬质PVC制品的抗冲击改性剂。
氯含量是由生产工艺和配料决定的,只要生产配料确定,反应结束后氯含量也就确定了,氯含量虽然是影响CPE性能的关键因素,但并不意味着在技术上有多大的控制难度,所以各企业的CPE产品的氯含量通常是没问题的,都比较稳定。
五 不同颗粒度(筛余物)的CPE对PVC改性的影响
CPE筛余物指标反映了CPE粗颗粒的多少,颗粒粗细决定表观密度。
CPE的颗粒大小与HDPE的原料、氯化工艺、粉磨等都有很大的关系,CPE过粗或者过细都对PVC改性效果有一定影响。CPE的悬浮氯化反应是一种非均相反应,PE 粒径大小对氯化的均匀性有明显影响。如粒径小则颗粒比表面积大,氯原子易向颗粒内部渗透,氯化较均匀;如颗粒太粗,氯向颗粒内部的渗透困难,氯化不均匀。
经过实验发现,同一PE原料生产的CPE颗粒的粗细,对CPE的流变性能也产生一定的影响,表现为颗粒过细的CPE的塑化性能比颗粒粗的CPE略差,塑化时间延迟[5]。
CPE颗粒粗细对PVC改性的影响也与PVC/CPE在热混合过程中PVC 粉料颗粒形态变化有关。在常温状态下PVC粉料颗粒大小不一,在挤出成型过程中极易引起塑化不均匀,当混合温度达到120℃左右时,粒子变得大而均匀,小颗粒几乎完全消失,并在颗粒的某一部分或边缘变得透明或半透明,这种现象说明 PVC 颗粒由于吸收热能而产生了部分凝胶化,颗粒均化和相当部分的助剂熔化是此区的主要特点,也是热混合的目的之一。但是如果与PVC共混的CPE颗粒太粗,则在此混料的预塑化阶段,就很难分散均匀,达不到较好的预塑化状态。在挤出加工过程中,也就难以达到良好的塑化状态,从而难以形成网络结构,进而降低了CPE对PVC的抗冲改性效果。这可能与增韧机理有关,因为CPE在PVC/CPE体系中形成网络结构,而网络易变形,特别是多边形网络,使其在45°方向发生剪切滑移;也可能是由于CPE的网络强度低(比PVC低),抵抗不住外来剪切力的作用,发生剪切滑移;同时CPE作为应力集中体,也在45°方向引发PVC发生剪切滑移,剪切滑移的形成,耗散了一部分能量,提高了韧性[7]。如果CPE在PVC/CPE体系中不足以形成网络结构,就会导致CPE的抗冲改性效果降低。轻工标准QB/T5079-2017中控制指标为筛余物(0.9mm筛孔)≤2.0%。
六 不同灰分的质量分数(灰分)的CPE对PVC改性的影响
为了防止CPE结块,行标规定CPE中可以添加不超过5%的钙粉作为隔离剂。正规厂家使用的多为超细轻质碳酸钙,这种钙粉细度高,分散效果好,能够有效均匀地包覆在CPE粒子表面,起到良好的隔离和防结块作用。虽然确实在感官上触碰中会有少许的粉尘,但是并不影响CPE的韧性、拉伸强度、塑化性能等指标,可以放心正常使用。
而近几年,为了以次充好、降低成本,有的厂家开始使用颗粒钙作为CPE的隔离剂,颗粒钙是由85%的碳酸钙、10%的硬脂酸、5%的PE蜡、偶联剂、增塑剂等成分组成。由于颗粒钙在使用中粉尘小,伪装好,不容易察觉,有的厂家大量填充。由于颗粒钙表面处理之后颗粒较大,分散性较差,不能有效地对CPE粒子进行包覆、隔离,起不到应有的防结块作用;由于颗粒钙添加量大,且其中含有硬脂酸等润滑剂,会延迟PVC制品的塑化,影响CPE的增韧效果,制品易发脆、易折断,尤其对于扣板、波纹管、电工穿线管等薄壁制品,更易导致制品发脆,还会在制品表面出现不规则白点等现象,这就是未经塑化的颗粒钙。由于有的CPE厂家大量添加颗粒钙,其比重与CPE比重不同,CPE中填充钙粉时不易混匀,这就造成了即使同一反应釜出的CPE产品,先包装的CPE和后包装的CPE钙粉含量差距大,有的无钙粉接近CPE纯料,同一批号的CPE钙含量不同,这导致用户很难确定工艺,造成了管材、型材、扣板质量有波动。
颗粒钙的使用,会使得CPE在感官和使用上存在粉尘小的印象,但实际则会影响CPE的品质,因此在选择CPE时不要盲目地通过手感来判断CPE的好坏,一定要用科学的方法鉴定和测量CPE的钙粉含量。
不论是添加轻质碳酸钙还是添加颗粒钙、重钙,通过检测CPE的钙离子含量,就能检测出CPE中钙的添加量,导致CPE厂家难以通过大量添加钙粉达到降低成本的目的。为了使通过检测CPE的钙离子含量而检测不出掺假,于是有的厂家添加滑石粉等其它无机物质,为此在HG/T2704-2010氯化聚乙烯标准中增加了灰分的指标和试验方法。通过检测CPE的灰分的质量分数就可以定量了解填充到CPE中的碳酸钙、滑石粉等无机物质的量。
CPE中无机物质的填充量过多,会导致延迟PVC制品的塑化,影响CPE的增韧效果,制品易发脆、易折断。因此一定要根据行标HG/T2704-2010中科学的方法鉴定和测量灰分的质量分数。
七 不同杂质粒子数的CPE对PVC改性的影响
CPE中的杂质通常是指CPE中不塑化或者难塑化的颗粒,如过氯化的CPE、发黄变色的粒子、混入的其它材料杂质等,通常通过CPE斑点压膜试验就能发现。这种杂质粒子在每个厂家都存在,只是多少之说,因为在氯化反应中反应不完全可能产生,反应时间长也会出现,反应釜清理不干净也会出现,所以这是厂家生产工艺问题。
CPE中的杂质粒子往往难以塑化,在其改性的PVC制品表面容易表现出来,尤其是薄的产品表面容易辨认出来,有时候会发现制品表面凸出的小点,有时候会发现反方向凹进去,颜色比制品的颜色稍微发黄。一般的杂质在出模具口模的时候会凹进去,冷却定型后是平的。这些杂质不仅影响制品外观,而且在PVC制品中也是致命的缺陷,当填充变高时会从杂质点地方断裂,严重影响产品的韧性。
另外在PVC制品的表面出现的杂质点也有的表现为白色质点或者制品表面出现凹坑。当对白色质点进行元素分析时,发现主要是钙混合润滑剂的成分,这可能是在高温混料时,如果CPE塑化快,可能引起碳酸钙团聚造成的。
虽然杂质粒子难以杜绝,但还是需要控制,轻工标准QB/T5079-2017中,不超过50个/100g的杂质含量还是很有必要的。
八 不同拉伸强度和断裂伸长率的CPE对PVC改性的影响
拉伸性能也是CPE材料的关键性能指标,材料的拉伸性能由拉伸强度和断裂伸长率表征。CPE的拉伸性能与原材料HDPE、氯含量、氯原子分布与熔融焓(残余结晶度)、邵氏硬度密切相关。断裂伸长率也是衡量CPE韧性高低的指标,HDPE的选型、氯含量、氯原子分布、熔融焓(残余结晶度)与断裂伸长率的高低有很大关系,不同的应用领域要求也有所不同。由于断裂伸长率和邵氏硬度密切相关,故目前行业标准HG/T2704-2010中只有邵氏硬度没有断裂伸长率的要求。
根据经验和应用验证,PVC抗冲改性型的CPE135A型的断裂伸长率达到650%即具备综合平衡的工艺性能和力学性能。通常情况下,对于硬质PVC改性,CPE135A型的断裂伸长率达到650%以上就基本能够满足增韧的要求;综合考虑制品强度,认为并不是断裂伸长率越高越好,因为CPE太软或断裂伸长率太高必然影响制品强度,在PVC型材和管材应用中体现出的制品强度就是指拉伸强度、弯曲弹性模量和焊接强度,添加CPE太多,拉伸强度和焊接强度通常会有所降低,所以需要求得强度和韧性的平衡。
但是对于要求低温韧性更好的PVC制品,如在严寒地区使用的电力管,就需要更好的低温韧性。根据CPE高伸长率(>800%)和低伸长率(800~600%)的对比试验发现,CPE的断裂伸长率的高低对CPE改性PVC复合材料的塑化快慢影响不大,高伸长率的CPE的塑化略微快一点。
高伸长率的CPE在PVC型材和电力管的低温韧性方面优于低伸长率的CPE;高伸长率的CPE拉伸冲击强度也稍高。高伸长率的CPE的低温性能要优于低伸长率的CPE,在电力管低温弯折性能方面具有优势。
九 不同硬度的CPE对PVC改性的影响
邵氏硬度是衡量CPE韧性高低的指标,HDPE的选型、氯含量及氯原子分布、熔融焓都和邵氏硬度的高低有很大关系,不同的应用领域对硬度的要求也有所不同。根据经验和应用验证,作为PVC抗冲击改性剂CPE的邵氏硬度低,制品软,韧性高,对PVC制品的抗冲击改性有利;但是并不是邵氏硬度越低越好,因为CPE太软必然影响制品强度,在PVC型材和管材应用中体现出的就是拉伸强度、弯曲弹性模量和焊接强度,添加CPE太多,拉伸强度、弯曲弹性模量和焊接强度通常会有所降低,所以需要求得强度和韧性的平衡。轻工标准QB/T5079-2017规定的硬度为邵氏硬度A≤65。
十 结语
作为硬质PVC的抗冲改性剂CPE,其产品的各项指标中需要有效的控制。熔融焓(DSC)≤1.4 J/g、挥发分≤0.43%、氯含量为35~36%、筛余物(0.9mm筛孔)≤2.0%、灰分≤5%、杂质粒子数≤50个/100g、拉断伸长率(600~800%)邵氏硬度A≤65的、分子量较大的氯化聚乙烯,比较适合作为硬质PVC的抗冲改性剂。

